Testing Methods for Hermetic Seals: Leak Testing, Inspection, Quality Control, and Hermetic Sealing Techniques
Release time:2026-03-17
Abstract
Hermetic Seals are critical wherever electronic, optical, or sensing components must be protected from moisture, gas ingress, pressure fluctuation, and contamination. In aerospace, medical devices, industrial controls, and vacuum systems, even a small leak path can undermine long-term performance. NASA
This article explains why hermetic seal testing matters, how major leak-testing methods compare, what inspection checkpoints are most useful in production, and how different hermetic sealing techniques influence testing strategy. It also highlights practical process factors such as cleaning, degassing, oxide control, stress management, and thermal compatibility—because reliable sealing starts long before the final leak test.
Table of Contents
-Why Hermetic Seals Matter for Reliability
-Leak Testing Methods for Hermetic Seals, Feedthroughs, and Connectors
-Inspection and Quality Control in Hermetic Sealing Production
-How Hermetic Sealing Techniques Affect Test Standards
-Selection Tips for Engineers and Buyers
-Conclusion
Why Hermetic Seals Matter for Reliability
A true hermetic seal is designed to isolate the internal cavity of a device from the external environment over time. That barrier helps preserve electrical stability, prevent corrosion, reduce contamination, and maintain controlled gas or vacuum conditions. NASA hermeticity guidance explains that fine and gross leak testing are used specifically to verify whether a package can maintain this sealed condition under service requirements.
This is especially important in products such as hermetic electrical connectors, sensor housings, implantable electronics, relays, and hermetic packages. In these applications, the seal often has to perform two jobs at once: environmental isolation and electrical or mechanical continuity. CeramTec describes feedthrough assemblies as components that provide both hermeticity and electrical isolation, particularly in high or ultra-high vacuum environments. TE Connectivity similarly notes that hermetic connectors are used where sealing integrity is required in harsh or pressurized systems.
In practice, seal failure rarely comes from one single cause. It may result from poor surface preparation, trapped gas, insufficient wetting, thermal expansion mismatch, weak edge geometry, excessive stress during cooling, or later exposure to vibration and corrosive media. That is why seal verification should be viewed as a system, not a single test result.
Common Reliability Risks
|
Risk area |
Typical cause |
Likely consequence |
|
Moisture ingress |
Microleaks or poor interface bonding |
Corrosion, insulation drift |
|
Gas leakage |
Incomplete sealing or microcracks |
Pressure loss, unstable internal atmosphere |
|
Thermal fatigue |
CTE mismatch, fast thermal cycling |
Crack growth, long-term leakage |
|
Contamination |
Inadequate cleaning or trapped volatiles |
Reduced dielectric and seal reliability |
|
Mechanical damage |
Stress concentration, handling shock |
Fracture or latent failure |
Leak Testing Methods for Hermetic Seals, Feedthroughs, and Connectors
Leak testing is typically divided into fine leak and gross leak verification. NASA’s Hermeticity 101 presentation notes that many specifications define leak rates larger than 10^-5 as gross leaks and rates smaller than 10^-6 as fine leaks. The same source identifies cumulative helium leak detection, Krypton-85, and optical leak test methods among the main non-destructive approaches used for hermeticity evaluation.
Fine Leak Testing
Fine leak testing is used when the product must retain a stable internal atmosphere for long periods. The most familiar method is helium mass spectrometry. In this approach, helium is used as a tracer gas because it is inert, mobile, and easy to detect at very low concentrations. A sealed part is pressurized or backfilled with helium, and any gas escaping through a defect is measured by the detector. This method is widely associated with MIL-STD-883 Method 1014 and remains one of the most accepted techniques for qualifying microelectronic and high-reliability sealed parts.
Fine leak testing is particularly suitable for hermetic packages, precision sensors, vacuum devices, and compact feedthrough assemblies where long-term moisture control is essential.
Gross Leak Testing
Gross leak testing is intended to identify larger seal defects quickly. It is useful because severe leaks may not require ultra-sensitive instrumentation to detect, but they must still be screened out early. NASA and related reliability presentations describe gross leak testing as a companion to fine leak testing rather than a replacement for it. In practical manufacturing, gross leak screening often serves as a fast first filter before finer quantitative verification.
Optical and Visual Methods
Optical leak testing can be useful for selected package forms and is recognized in NASA hermeticity training materials as one of the available non-destructive approaches. Visual techniques such as bubble observation are also helpful for process troubleshooting or for locating obvious leak zones, though they usually do not replace helium-based fine leak qualification in critical applications.
Leak Test Comparison Table
|
Method |
Best use |
Main advantage |
Main limitation |
|
Helium mass spectrometry |
Fine leaks in Hermetic Seals |
High sensitivity, established standard practice |
Requires controlled procedure and dedicated equipment |
|
Gross leak screening |
Large leaks |
Fast, practical for production screening |
Less sensitive |
|
Optical leak test |
Selected sealed package designs |
Non-destructive support method |
Application-dependent |
|
Visual bubble check |
Troubleshooting |
Easy to interpret during process development |
Not sufficient for critical fine-leak acceptance |
Typical Verification Flow
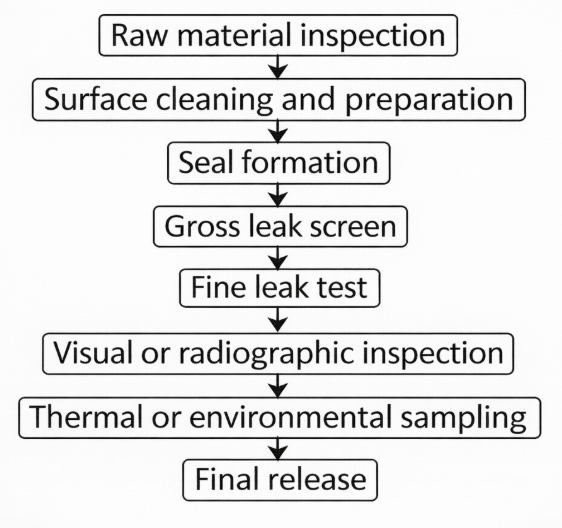
This layered flow is usually more effective than relying on one pass/fail number alone.
Inspection and Quality Control in Hermetic Sealing Production
Reliable hermetic sealing begins with process discipline. Before sealing, surfaces must be clean enough to support wetting and bonding. Residual oil, oxide instability, adsorbed gases, or particulate contamination can all create voids, bubbles, weak interfaces, or inconsistent bonding. In glass-to-metal and ceramic-to-metal systems, these small process flaws often become the starting point for later leakage.
Degassing and thermal preparation are also important. If gases remain trapped in the material or on the surface, they may expand during sealing and generate bubbles or internal flaws. Controlled oxidation can improve wettability in some systems, but too much oxide can reduce bond quality. The key is balance: a clean, active surface and a controlled thermal profile.
Core Quality-Control Checkpoints
1. Verify material compatibility before sealing.
2. Confirm surface cleanliness and dryness.
3.Control oxide condition at the sealing interface.
4.Maintain dimensional consistency of leads, edges, and sealing zones.
5. Use a stable thermal cycle to avoid excessive stress.
6.Check for voids, cracks, discoloration, and interface irregularities after sealing.
7.Validate with leak testing and, where required, environmental screening.
Inspection Methods Used in Production
|
Inspection method |
What it reveals |
Why it matters |
|
Visual inspection |
Surface defects, cracks, poor wetting |
Fast first-line screening |
|
Dimensional inspection |
Fit-up, concentricity, wall thickness |
Prevents stress concentration |
|
Leak testing |
Actual sealing performance |
Core acceptance criterion |
|
X-ray / radiography |
Internal voids, hidden defects |
Useful for critical assemblies |
|
Thermal cycling |
Durability under temperature change |
Checks long-term robustness |
NASA EEE guidance also references radiographic inspection and seal verification after environmental exposure in reliability workflows for hermetic components and connectors.
What Good Quality Control Looks Like
A strong quality system does not only test finished parts. It links process control to performance control. That means cleaning records, fixture consistency, heat-profile validation, and sampling under thermal or mechanical stress should all support the final hermeticity result. When these steps are disconnected, manufacturers may pass a leak test today but still face field failures later.
How Hermetic Sealing Techniques Affect Test Standards

Different hermetic sealing techniques create different stress states, leak paths, and inspection priorities. For that reason, testing strategy should follow seal design rather than use the same checklist for every assembly.
Compression Seals
Compression seals rely on residual compressive stress after cooling. They are often used where the structure can keep the sealing medium in compression, improving crack resistance. In these designs, thermal cycling and edge-condition inspection are especially important because local tensile zones can still form at transitions or corners.
Matched Seals
Matched seals use materials with relatively compatible thermal expansion behavior. When done well, they can produce stable interfaces and lower residual stress. However, they are sensitive to dimensional variation and process drift. Leak testing should therefore be combined with inspection of alignment, interface continuity, and cooling control.
Graded or Transition Seals
A graded seal introduces intermediate materials or composition changes between materials with different thermal properties. This helps reduce abrupt stress concentration, especially in demanding thermal environments. Because the structure is more complex, inspection often benefits from both leak testing and internal-defect screening.
Metallized and Soldered Seals
Metallized and solder-based hermetic joints are used in some windows, headers, and package closures. Here, metallization adhesion, solder wetting, and continuity of the sealed path become central quality concerns. These assemblies may require not only leak testing but also microscopy, bond evaluation, and environmental verification after temperature exposure. Industry and standards-based discussions around TM 1014 reinforce that seal effectiveness is closely tied to how the structure is produced, not just how it is measured afterward.
Technique-to-Test Matrix
|
Sealing technique |
Main concern |
Priority test focus |
|
Compression seal |
Residual stress distribution |
Thermal cycling+leak test |
|
Matched seal |
Process consistency and alignment |
Fine leak + visual inspection |
|
Graded seal |
Multi-interface integrity |
Leak test+X-ray/section review |
|
Metallized/solder seal |
Adhesion and wetting continuity |
Leak test+bond/interface inspection |
Selection Tips for Engineers and Buyers

Whether sourcing hermetic electrical connectors, ceramic packages, or a specialized hermetic connector supplier, it helps to evaluate both test capability and process maturity.
Questions Worth Asking
1. Which hermeticity standard is followed for testing?
2. Is 100% leak testing performed or only batch sampling?
3. Is helium fine leak testing available in-house?
4. Are gross leak and fine leak methods both part of the release plan?
5.What inspection methods are used for hidden defects?
6. How are cleaning, degassing, and sealing parameters controlled?
7. Are products qualified for vibration, pressure, or thermal cycling when needed?
Signs of a Strong Supplier
A capable supplier should be able to explain the relationship between materials, sealing method, and verification criteria. TE states that its hermetic connectors are fully leak tested to ensure seal integrity, while CeramTec
In other words, a good supplier does not just say a product is hermetic. It shows how that claim is built into design, process control, and test evidence.
Conclusion
Hermetic Seals are not validated by one inspection step alone. They depend on a complete chain of control: material compatibility, surface preparation, degassing, wetting behavior, geometry, thermal management, and finally leak verification. Fine and gross leak testing remain essential because they directly check whether the sealed structure can protect the internal cavity from environmental ingress.
For engineers designing feedthrough systems, hermetic packages, or hermetic electrical connectors, the practical lesson is clear: choose the sealing technique first, then build the test strategy around its real failure risks. A compression seal, a matched seal, and a metallized closure do not fail in the same way, so they should not be evaluated in the same way either. When inspection, leak testing, and process discipline work together, hermetic sealing becomes far more reliable over the full service life of the product.